

3D DOT este o companie care funcționează cu două tehnologii, FDM și SLA.
În această introducere la imprimarea 3D SLA, acoperim principiile de bază ale tehnologiei. După citirea acestui articol, veți înțelege mecanica fundamentală a procesului SLA, dar și avantajele și dezavantajele acestei tehnologii.
Ce este SLA?
Stereolitografia (SLA) este un proces de fabricație aditivă care aparține familiei fotopolimerizării Vat. În SLA, un obiect este creat prin întărirea selectivă a unei rășini polimerice strat cu strat folosind un fascicul laser ultraviolet (UV). Materialele utilizate în SLA sunt polimeri termosensibili fotosensibili care vin într-o formă lichidă.
SLA este renumită pentru că este prima tehnologie de imprimare 3D: inventatorul său a brevetat tehnologia din 1986. Dacă sunt necesare piese cu o precizie foarte ridicată sau o finisare netedă a suprafeței, SLA este cea mai eficientă tehnologie de imprimare 3D disponibilă. Cele mai bune rezultate sunt obținute atunci când proiectantul profită de avantajele și limitările procesului de fabricație.
SLA are multe caracteristici comune cu Direct Light Processing (DLP), o altă tehnologie de imprimare 3D a fotopolimerizării Vat. Pentru simplitate, cele două tehnologii pot fi tratate ca egale.
 Procesul de imprimare 3D SLA
Procesul de imprimare 3D SLA
Cum funcționează SLA?
Iată cum funcționează procesul de fabricație SLA:
- Platforma de construcție este poziționată mai întâi în rezervorul de fotopolimer lichid, la o distanță de o înălțime a unui strat pentru suprafața lichidului.
- Apoi, un laser UV creează următorul strat prin întărirea și solidificarea selectivă a rășinii fotopolimerice. Fasciculul laser este focalizat pe calea predeterminată folosind un set de oglinzi, numite galvoane. Întreaga secțiune transversală a modelului este scanată, astfel încât partea produsă este complet solidă.
- Când un strat este terminat, platforma se deplasează la o distanță sigură, iar lama de curățare re-acoperă suprafața. Procesul se repetă apoi până la finalizarea piesei.
- După imprimare, piesa se află într-o stare verde, nu se întărește complet și necesită o prelucrare ulterioară sub lumină UV dacă sunt necesare proprietăți mecanice și termice foarte ridicate.
Rășina lichidă este solidificată printr-un proces numit fotopolimerizare: în timpul solidificării, lanțurile de carbon monomer care alcătuiesc rășina lichidă sunt activate de lumina laserului UV și devin solide, creând legături puternice și neîntrerupte între ele.
Procesul de fotopolimerizare este ireversibil și nu există nicio modalitate de a converti piesele SLA înapoi în forma lor lichidă: atunci când sunt încălzite, acestea vor arde în loc să se topească. Acest lucru se datorează faptului că materialele produse cu SLA sunt confecționate din polimeri termo-setați, spre deosebire de termoplasticele pe care le folosește FDM.
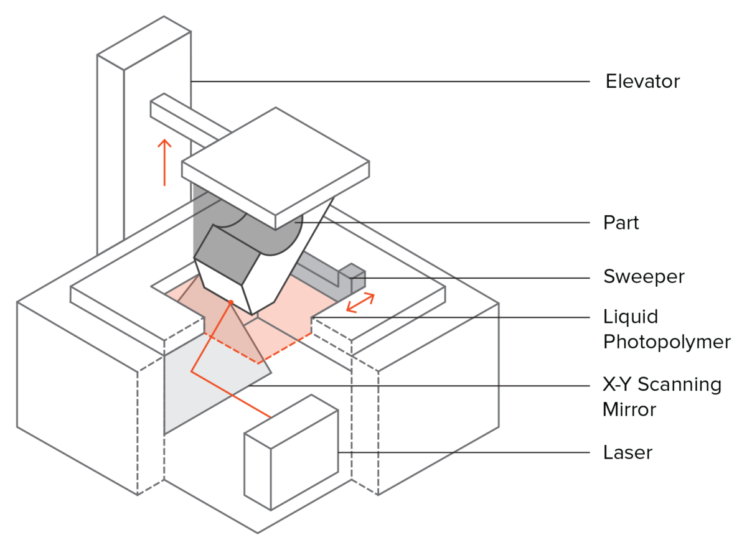 Schema unei imprimante 3D SLA
Schema unei imprimante 3D SLA
Caracteristicile unei imprimante 3D SLA
Parametrii imprimantei
În sistemele SLA, majoritatea parametrilor de imprimare sunt fixați de producător și nu pot fi schimbați. Singurele intrări sunt înălțimea stratului și orientarea părții (aceasta din urmă determină locația de sprijin).
Înălțimea tipică a stratului în SLA variază între 25 și 100 microni. Înălțimile straturilor inferioare surprind mai precis geometriile curbate, dar cresc timpul de creare (și costul) și probabilitatea unei tipărituri eșuate. O înălțime a stratului de 100 microni este potrivită pentru majoritatea aplicațiilor obișnuite.
Mărimea de construire este un alt parametru important pentru proiectant. Dimensiunea de construire depinde de tipul de mașină SLA. Există două configurații principale ale aparatului SLA: orientarea de sus în jos și orientarea de jos în sus.
Imprimantele SLA de sus în jos plasează sursa laser deasupra rezervorului, iar partea este construită orientată în sus. Platforma de construcție începe chiar din partea de sus a cuvei de rășină și se deplasează în jos după fiecare strat.
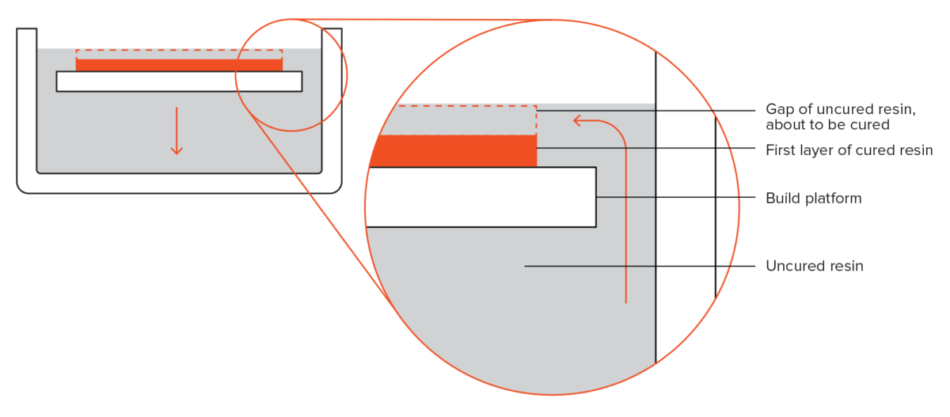 Schema unei imprimante SLA de sus in jos
Schema unei imprimante SLA de sus in jos
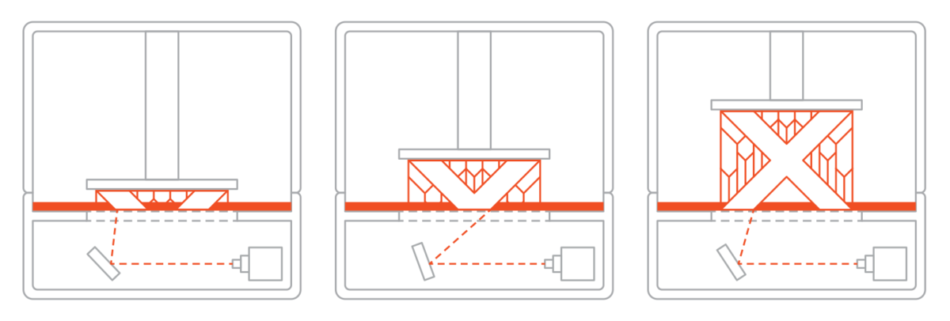
Imprimantele SLA de jos în sus plasează sursa de lumină sub rezervorul de rășină (a se vedea figura de mai sus), iar partea este construită cu fața în jos. Rezervorul are un fund transparent, cu un strat de silicon care permite luminii laserului să treacă, dar împiedică rășina vindecată să se lipească de el.
După fiecare strat, rășina vindecată este desprinsă de partea de jos a rezervorului, pe măsură ce platforma de construcție se deplasează în sus. Acest proces se numește pasul de peeling.
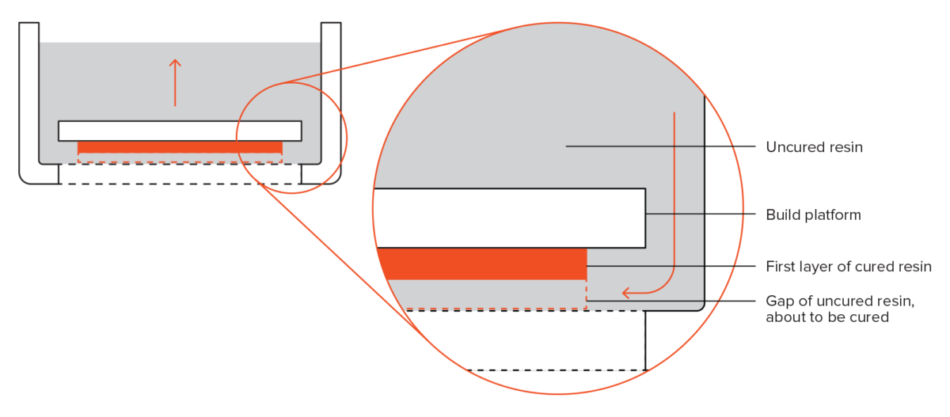 Schema unei imprimante SLA de jos in sus
Schema unei imprimante SLA de jos in sus
Orientarea de jos în sus este utilizată mai ales în imprimantele desktop, precum Formlabs, în timp ce de sus în jos este utilizată în general în sistemele SLA industriale. Imprimantele SLA din partea de jos sunt mai ușor de fabricat și de operat, dar dimensiunea lor de construcție este limitată, deoarece forțele aplicate piesei în timpul etapei de decojire ar putea duce la eșecul imprimării. Pe de altă parte, imprimantele de sus în jos pot reduce dimensiunile de construcție foarte mari, fără pierderi mari de precizie. Capacitățile avansate ale acestor sisteme vin la costuri mai mari.
Structura de sprijin
Structura de asistență este întotdeauna necesară în SLA. Structurile suport sunt tipărite în același material ca piesa și trebuie îndepărtate manual după imprimare. Orientarea piesei determină locația și cantitatea de suport. Se recomandă ca partea să fie orientată astfel încât suprafețele atât de critice din punct de vedere vizual să nu intre în contact cu structurile de sprijin.
Imprimantele SLA de jos și de sus în jos utilizează diferit suportul:
În imprimantele SLA de sus în jos, cerințele de asistență sunt similare cu cele ale FDM. Acestea sunt necesare pentru a imprima cu exactitate suprapunerile și podurile (unghiul critic de înclinare este de obicei 30°). Piesa poate fi orientată în orice poziție și de obicei este tipărită plată, pentru a reduce cantitatea de suport și numărul total de straturi.
În imprimantele SLA de jos în sus, lucrurile sunt mai complicate. Încă mai trebuie susținute podurile, dar minimizarea zonei transversale a fiecărui strat este criteriul cel mai crucial: forțele aplicate piesei în timpul etapei de decojire pot determina ca aceasta să se detaseze de platforma de construcție. Aceste forțe sunt proporționale cu aria secțiunii transversale a fiecărui strat. Din acest motiv, piesele sunt orientate într-un unghi, iar reducerea suportului nu reprezintă o preocupare principală.
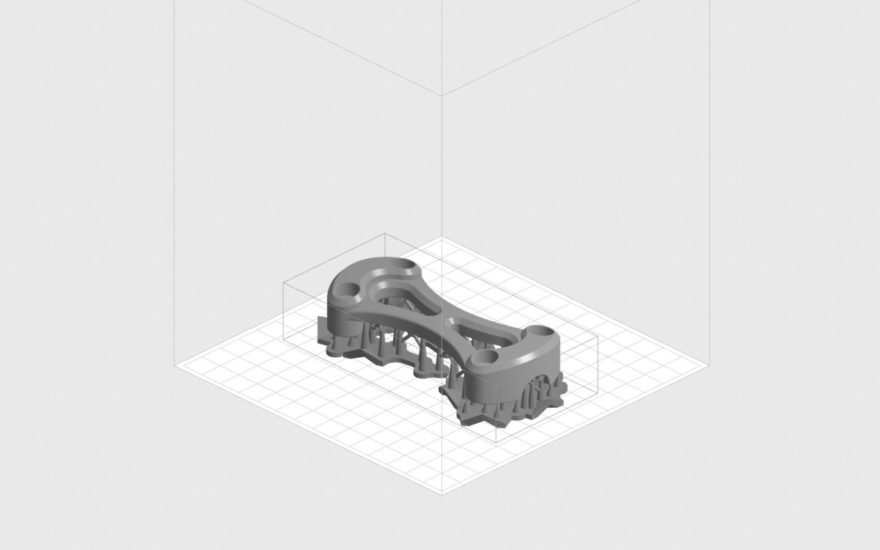 O parte orientata pentru o imprimanta SLA de sus in jos (minimizarea suportului)
O parte orientata pentru o imprimanta SLA de sus in jos (minimizarea suportului)
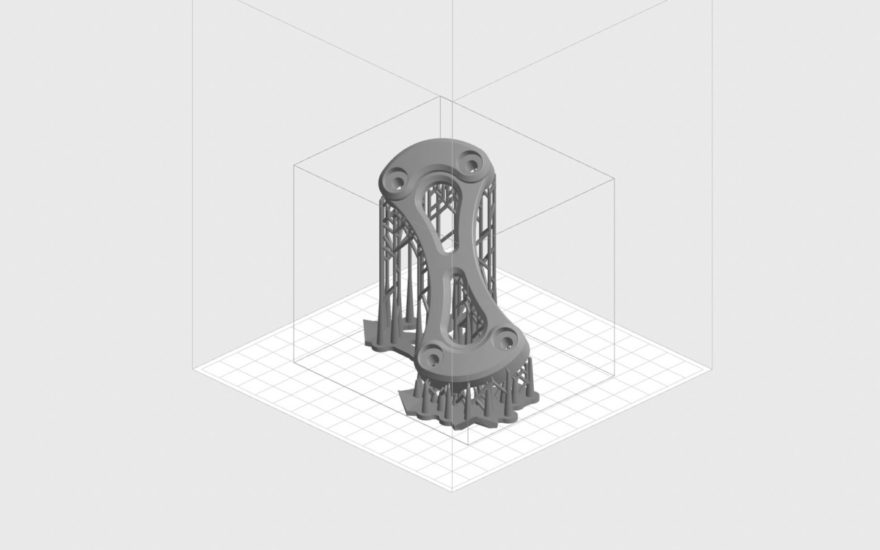 O parte orientată pentru o imprimantă SLA de jos în sus (minimizarea secțiunii transversale)
O parte orientată pentru o imprimantă SLA de jos în sus (minimizarea secțiunii transversale)
 Scoaterea structurii de suport dintr-o parte SLA
Scoaterea structurii de suport dintr-o parte SLA
Curling
Una dintre cele mai mari probleme legate de precizia pieselor produse prin SLA este curlingul. Curlingul este similar cu deformarea în FDM.
În timpul solidificării/intăririi, rășina se micșorează ușor la expunerea la sursa de lumină a imprimantei. Când contractarea este considerabilă, se dezvoltă tensiuni interne mari între noul strat și materialul solidificat anterior, ceea ce duce la curbarea piesei.
Aderența straturilor
Piesele tipărite SLA au proprietăți mecanice izotrope. Acest lucru se datorează faptului că o singură trecere cu laser UV nu este suficientă pentru a vindeca complet rășina lichidă. Ulterior, trecerile cu laser ajută straturile anterior solidificate să fuzioneze împreună într-un grad foarte mare. De fapt:
În SLA, întărirea continuă chiar și după finalizarea procesului de imprimare.
Pentru a obține cele mai bune proprietăți mecanice, piesele SLA trebuie să fie întărite, așezându-le într-o cutie de curățare sub lumină intensă UV (și uneori la temperaturi ridicate). Acest lucru îmbunătățește foarte mult duritatea și rezistența la temperatură a părții SLA, dar o face mai fragilă.
De exemplu, testele pieselor tipărite în rășina standard folosind o imprimantă SLA de desktop au arătat o rezistență la tracțiune de aproape de două ori mai mare (65 MPa față de 38 MPa) și capacitatea de a funcționa sub sarcină la temperaturi mai ridicate (la o temperatură maximă de 58 de grade Celsius comparativ cu 42 de grade Celsius), dar alungirea lor la rupere este aproape jumătate (6,2% față de 12%).
Lăsarea părții la soare va induce, de asemenea, întărirea. Expunerea prelungită la lumina UV are un efect dăunător asupra proprietăților fizice și aspectului unei părți SLA: acestea se pot ondula, devin foarte fragile și își pot schimba culoarea. Din acest motiv, este foarte recomandat să fie acoperite prin pulverizare cu o vopsea acrilică UV transparentă înainte de utilizare.
Materiale SLA comune
Materialele SLA se prezintă sub formă de rășină lichidă. Prețul pe litru de rășină variază foarte mult, de la aproximativ 50 USD pentru materialul standard, până la 400 USD pentru materialele de specialitate, cum ar fi rășina turnabilă sau dentară. Sistemele industriale oferă o gamă mai largă de materiale decât imprimantele SLA desktop, care oferă proiectantului un control mai strâns asupra proprietăților mecanice ale piesei tipărite.
Materialele SLA (termoseturi) sunt mai fragile decât materialele produse cu FDM sau SLS (termoplastice) și, din acest motiv, piesele SLA nu sunt utilizate de obicei pentru prototipuri funcționale care vor efectua o încărcare semnificativă. Progresele materialelor pot schimba acest lucru în viitorul apropiat.
Post procesare
Piesele SLA pot fi finisate la un standard foarte ridicat, folosind diferite metode de prelucrare, precum șlefuirea și lustruirea, acoperirea prin pulverizare și finisarea cu un ulei mineral.

Capac de carcasă electronică din rășină transparentă, cu o serie de finisaje post-procesare. De la stânga la dreapta: îndepărtarea suportului de bază, șlefuirea umedă, aplicarea acrilicii de protecție UV și lustruire
Avantajele și dezavantajele SLA
Avantaje:
- SLA poate produce piese cu o precizie dimensională foarte ridicată și cu detalii complexe
- Piesele SLA au o suprafață foarte netedă, ceea ce le face ideale pentru prototipurile vizuale
- Sunt disponibile materiale speciale SLA, cum ar fi rășini clare, flexibile și turnabile
Dezavantaje:
- Piesele SLA sunt în general fragile și nu sunt potrivite pentru prototipurile funcționale
- Proprietățile mecanice și aspectul vizual al pieselor SLA se vor degrada peste ore când piesele sunt expuse la lumina soarelui
- Structurile de asistență sunt întotdeauna necesare, iar post-procesarea este necesară pentru a elimina semnele vizuale lăsate pe SLA
Pentru mai multe detalii si comenzi, vă așteptam pe:
3D DOT shop: https://3ddot.ro/
Număr de telefon: 0722 321 673
Adresa de email: info@3ddot.ro

